-

郑州华菱超硬材料有限公司
主营:立方氮化硼刀具,CBN刀片,PCBN刀片 - 15617726385

郑州华菱超硬材料有限公司
主营:立方氮化硼刀具,CBN刀片,PCBN刀片 5
5
淬火钢是指金属经过淬火后,组织变为马氏体,硬度大于50HRC的钢。它在难加工材料中占有相当大的比例。加工淬火的钢传统方法是磨削,但为了提高加工效率,解决工件因形状复杂而不能磨削和淬火后因变形而产生形位误差大的问题,往往也需采用车削、铣削、刨削、钻削和铰削等切削加工方法。
由于淬火钢特性,一般像20crMn,Cr12MoV、20CrMnTi、GCr15等钢件渗碳淬火,渗碳淬火后硬度有HRC58,HRC60,HRC62度,常见零部件有齿轮/齿轮轴/传动轴。切削时的切削力和热集中在刃口附近,传统刀具加工此类渗碳淬火后的工件经常出现快速磨损,崩刃等问题。
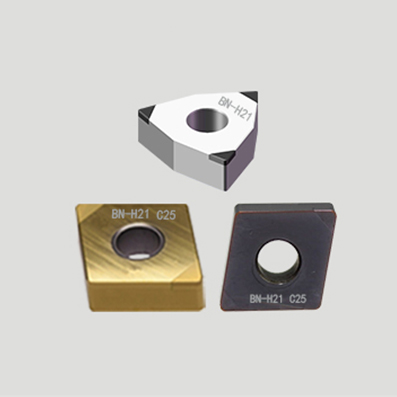
华菱超硬加工淬火钢的cbn刀片BN-H21(可断续车削淬火硬钢),耐磨损性和耐崩损性强,吃刀深度控制在0.3mm以内。切削参数:ap≤1mm,Fr=0.05-0.35mm/r,Vc=90-250m/min。
华菱超硬cbn刀片BN-H21可断续车削淬火钢(淬火硬钢)而不崩刀。
合理选择刀具材料是切削加工淬火钢的重要条件,根据淬火钢的性能和切削特点,应选用高硬度、高耐磨性和耐热性高,并具有一定抗弯强度及良好导热性的刀具材料。华菱超硬立方氮化硼复合片(PCBN)BN-H21。它的硬度为8000~9000HV,耐热性为1400~1500℃,它与硬质复合后的抗弯强度σbb为1500MPa,适合于对淬火钢的半精加工与精加工。
BN-H21材质cbn刀片WNGA080408断续车削淬火钢:
加工工况:强断续切削端面,加工材料:20CrMnTi齿轮,工件硬度:HRC58-62,选用刀片:BN-H21 WNGA080404
切削参数:ap=0.15mm,Fr=0.1mm/r,Vc=117m/min,干切
加工效果:相比普通材质PCBN刀具,华菱BN-H21材质PCBN刀具的使用寿命是普通材质PCBN刀具的6倍,且在强断续切削的加工工况下,刀具失效形式正常磨损,而不是崩刀破损。
常用型号:BN-H21 WNGA080404、BN-H21 WNGA080408、BN-H21 WNGA080412、BN-H21 CNGA120404、BN-H21 CNGA120408、BN-H21 CNGA120412、BN-H21 CNGA120416